
New non-solvent biodegradable Cleaning and Degreasing formulation has been developed by Grav Co LLC. Totally made in the USA. Grav CO DS51 Cleaning and Degreasing Solution, was developed for vibratory finishing cleaning and degreasing of metal parts. DS51 Degreasing Solution removes petroleum, animal and plant based greases. With a strong surfactant base and biodegradable DS51 can be used commercially, industrial, and residential. Just spray or sponge on, let stand 30 to 60 seconds, and wipe off with cloth or spray with water.
DS51 Degreasing Solution applications range from cleaning greasy machinery, shop floors, engine components, pre-paint cleaning of steel parts, parts washers, dip tanks, spray washers (not high pressure), and for those Backyard Gear Heads like me, it makes a great hand cleaner while playing in the grease.
DS51 Cleaning Degreasing Solution can be used in spray bottle, by hand sponge or shop cloth, typical dilutions range from full strength, engine block grease, thick grease build ups, soot and carbon deposits. 1 to 2 cups per gallon of water, Mechanics Areas, Industrial Grease, oil, soot. 1/4 cup per gallon of water, general household cleaning. When using DS51 Cleaning Degreasing Solution by hand, rubber gloves are recommended because of the surfactants may dry out skin.
For more information on DS51 Cleaning Degreasing Solution call 1-269-207-3037 or www.technifinish.com
Wednesday, December 30, 2009
Wednesday, November 25, 2009
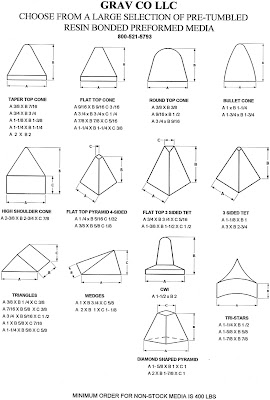
Tumbling Media, Deburring Media, Plastic Media, Polishing Media
High Quality Tumbling Media, Deburring Media, Plastic Media and Polishing Media, is made in the United States by Grav Co LLC. All their Media is Pre-Tumbled for added quality. You can choose from a large selection of Preformed Media shapes and Formulations. Below I have a chart of their Media shapes available today.
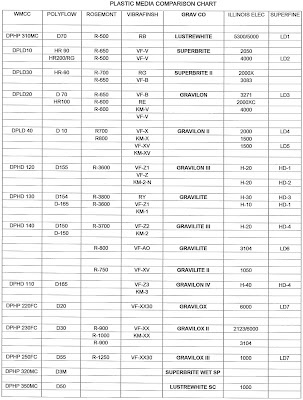
Grav Co Tumbling Media, Deburring Media, Polishing Media, Pre-Plate Media can be easliy cross referenced to other manufactures of Plastic Media. A cross reference chart for Grav Co is below.

Grav Co Tumbling Media, Deburring Media, Polishing Media, Pre-Plate Media can be easliy cross referenced to other manufactures of Plastic Media. A cross reference chart for Grav Co is below.

For more information on Plastic Media go to www.technifinish.com or call 1-269-207-3037
Tuesday, November 24, 2009
Monday, November 23, 2009
Centrifugal Barrel Machines
High Energy Barrel Machines also known as High Energy Centrifugal Barrel Finishing Machines are very versatile machines. These machines can process parts in either wet or dry Finishing with a variety of medias and compounds. Results range from the finest finishes on jewelry and high quality machined parts, to very aggressive deburring. High Energy Centrifugal Barrel Finishing is a high speed process offering complete uniformity, exact quality control and precision results.
 The "g" forces produced in these Centrifugal Barrel machines results in less part on part impingement than often encountered in tumbling barrels or vibratory finishing equipment. Parts can be finished or deburred more than twenty times faster than a conventional tumbling barrel and about eight times faster than vibratory finishing machines. Applications for Centrifugal Barrel Finishing Machines vary from small and miniature pieces to large parts, that would otherwise require extensive hand finishing. Very small abrasive medias that do not work well in tumbling barrels or vibratory machines, because of the very slow cut or finish,are very well suited for High Energy Centrifugal Barrel Finishing Machines.
The "g" forces produced in these Centrifugal Barrel machines results in less part on part impingement than often encountered in tumbling barrels or vibratory finishing equipment. Parts can be finished or deburred more than twenty times faster than a conventional tumbling barrel and about eight times faster than vibratory finishing machines. Applications for Centrifugal Barrel Finishing Machines vary from small and miniature pieces to large parts, that would otherwise require extensive hand finishing. Very small abrasive medias that do not work well in tumbling barrels or vibratory machines, because of the very slow cut or finish,are very well suited for High Energy Centrifugal Barrel Finishing Machines.
 The Grav-i-Flo Gyra Finish machine is a Centrifugal Barrel Machine. The machine consists of a rotating turret on which four cradles with quick acting locks are mounted, in which either hexagonal barrels or round barrels made of molded polyurethane are loaded into. As the turret rotates, the barrels turn in the opposite direction. This unique motion develops strong centrifugal force in each barrel, resulting in an extremely high rate of work, due to the "weight increase" of the tumbling mass. these machines are heavily constructed to withstand the "g" forces generated by the machine.
The Grav-i-Flo Gyra Finish machine is a Centrifugal Barrel Machine. The machine consists of a rotating turret on which four cradles with quick acting locks are mounted, in which either hexagonal barrels or round barrels made of molded polyurethane are loaded into. As the turret rotates, the barrels turn in the opposite direction. This unique motion develops strong centrifugal force in each barrel, resulting in an extremely high rate of work, due to the "weight increase" of the tumbling mass. these machines are heavily constructed to withstand the "g" forces generated by the machine.
Centrifugal Barrel Machines are used in many types of manufacturing. Examples, Dental Labs, Dental Instruments, Medical Devices, Medical Instruments, Areospace components, Precision Manufactured Products, Golf Clubs, Jewelery, Automotive Parts, Firearms, and Fishing Lures.
For more information on Centrifugal Barrel Machines go to www.technifinish.com
or call 1-269-207-3037
 The "g" forces produced in these Centrifugal Barrel machines results in less part on part impingement than often encountered in tumbling barrels or vibratory finishing equipment. Parts can be finished or deburred more than twenty times faster than a conventional tumbling barrel and about eight times faster than vibratory finishing machines. Applications for Centrifugal Barrel Finishing Machines vary from small and miniature pieces to large parts, that would otherwise require extensive hand finishing. Very small abrasive medias that do not work well in tumbling barrels or vibratory machines, because of the very slow cut or finish,are very well suited for High Energy Centrifugal Barrel Finishing Machines.
The "g" forces produced in these Centrifugal Barrel machines results in less part on part impingement than often encountered in tumbling barrels or vibratory finishing equipment. Parts can be finished or deburred more than twenty times faster than a conventional tumbling barrel and about eight times faster than vibratory finishing machines. Applications for Centrifugal Barrel Finishing Machines vary from small and miniature pieces to large parts, that would otherwise require extensive hand finishing. Very small abrasive medias that do not work well in tumbling barrels or vibratory machines, because of the very slow cut or finish,are very well suited for High Energy Centrifugal Barrel Finishing Machines. The Grav-i-Flo Gyra Finish machine is a Centrifugal Barrel Machine. The machine consists of a rotating turret on which four cradles with quick acting locks are mounted, in which either hexagonal barrels or round barrels made of molded polyurethane are loaded into. As the turret rotates, the barrels turn in the opposite direction. This unique motion develops strong centrifugal force in each barrel, resulting in an extremely high rate of work, due to the "weight increase" of the tumbling mass. these machines are heavily constructed to withstand the "g" forces generated by the machine.
The Grav-i-Flo Gyra Finish machine is a Centrifugal Barrel Machine. The machine consists of a rotating turret on which four cradles with quick acting locks are mounted, in which either hexagonal barrels or round barrels made of molded polyurethane are loaded into. As the turret rotates, the barrels turn in the opposite direction. This unique motion develops strong centrifugal force in each barrel, resulting in an extremely high rate of work, due to the "weight increase" of the tumbling mass. these machines are heavily constructed to withstand the "g" forces generated by the machine.Centrifugal Barrel Machines are used in many types of manufacturing. Examples, Dental Labs, Dental Instruments, Medical Devices, Medical Instruments, Areospace components, Precision Manufactured Products, Golf Clubs, Jewelery, Automotive Parts, Firearms, and Fishing Lures.
For more information on Centrifugal Barrel Machines go to www.technifinish.com
or call 1-269-207-3037
Monday, November 16, 2009
Corn Cob Tumbling Media

Corn Cob and Walnut Shell have been used for tumbling media and polishing media in their natural state for a very long time. As Finishing advanced with Tumbling Barrels, Vibratory Bowl Machines, Centrifugal Barrel Machines, and Spin-Finish Machines, both Corn Cob Tumbling Media and Walnut Shell Tumbling Media also known as Dry Finishing Media and Dry Polishing Media became even more popular for finishing parts, and it is Biodegradable.
Blends of Corn Cob Tumbling Media and Walnut shell Tumbling Media are now mixed with a variety of fine abrasives, using binders to hold the abrasives to the Walnut Shell and Corn Cob achieving very low Ra surface finishes, as low as 1-2 Ra.
The advantage of both Corn Cob Media and Walnut Shell media is the particle size is fine, and the media will not degrade sharp edges or any dimensional tolerances on the parts. Some typical parts that are processed with both Corn Cob Media and Walnut Shell Media are, Jewelry, Bearings, Knee Joints, Dental Tools, Brass Cases, Medical Instruments and Musical Instruments.
Blends of Corn Cob Tumbling Media are generally used on softer materials like Brass, Aluminum, Zinc, and Die Cast parts because corn cob is softer than walnut shell. You still can achieve Satin Finishes and aggressive cutting along with high lustre brilliant finishes using Corn Cob Media, with todays new blends of abrasives in corn cob media.
Blends of Walnut Shell Media are generally used on the harder materials like, Stainless Steel, Cobalt Chrome, Titanium, and other exotic materials. The same types of finishes can be achieved on these harder materials using Walnut Shell Media.
For more information on Corn Cob Tumbling Media go to www.technifinish.com
Or Call 1-269-207-3037
Tuesday, November 3, 2009
Finishing Equipment
Finishing Equipment can take on many different shapes, and types of finishing processes. Depending on the parts you are finishing, the quantity of parts, type of material, the cost to produce the finish, and the final finish you are trying to achieve, will determine which finishing equipment you will use, and the process you will need to achieve the finish you want.
I have listed and shown below just a few of the different types of Finishing Equipment available today. A brief description of the finishing equipment, and why you may choose to use that type of finishing equipment.
 Centrifugal disk Finishing Equipment, is one of the faster pieces of finishing equipment available today. It is limited to small and medium sized parts, due to the torroidal action developed between the bottom Disk and the Tub side wall. These finishing machines can be stand alone like the one shown, or complete systems with automatic part loading and unloading, media and part separation and media reloading. Disk finishing equipment is limited also with the size of media that can be used in it due to the Gap between the disk and tub wall. Most manufactures do not recommend using very small medias. Disk finishing equipment can be used for aggressive part deburring to very fine jewelry finishing. Disk finishing equipment can reduce conventional Vibratory bowl process times by as much as 10 to 20 times.
Centrifugal disk Finishing Equipment, is one of the faster pieces of finishing equipment available today. It is limited to small and medium sized parts, due to the torroidal action developed between the bottom Disk and the Tub side wall. These finishing machines can be stand alone like the one shown, or complete systems with automatic part loading and unloading, media and part separation and media reloading. Disk finishing equipment is limited also with the size of media that can be used in it due to the Gap between the disk and tub wall. Most manufactures do not recommend using very small medias. Disk finishing equipment can be used for aggressive part deburring to very fine jewelry finishing. Disk finishing equipment can reduce conventional Vibratory bowl process times by as much as 10 to 20 times.
 Tub Type Vibratory Finishing Equipment are used for parts that do not lend them selves to bowl type finishing equipment, due to the parts size, length, weight, etc. Tub type vibes can have dividers in them, to keep the parts from contacting each other during processing for better finishing. Large parts may be fixtured as to keep the part from bottoming in the tub and to improve the surface finish during processing. Turbine Blades and exhaust headers, are examples of fixtured parts in Tub Type Vibratory Machines.
Tub Type Vibratory Finishing Equipment are used for parts that do not lend them selves to bowl type finishing equipment, due to the parts size, length, weight, etc. Tub type vibes can have dividers in them, to keep the parts from contacting each other during processing for better finishing. Large parts may be fixtured as to keep the part from bottoming in the tub and to improve the surface finish during processing. Turbine Blades and exhaust headers, are examples of fixtured parts in Tub Type Vibratory Machines.
 Horizontal Tumble Finishing Equipment offers the lowest cost per piece of all finishing systems available. Fast radius generation as well as low RMS surface finishes may be obtained. Tumble finishing machines produce a constant free-flowing mass of parts and media resulting in an extremely high rate of cut to remove burrs and improve surface finishes. All parts and medias are constantly in a tumbling circular motion. Both wet and dry processes may be used in Tumble Finishing Equipment.
Horizontal Tumble Finishing Equipment offers the lowest cost per piece of all finishing systems available. Fast radius generation as well as low RMS surface finishes may be obtained. Tumble finishing machines produce a constant free-flowing mass of parts and media resulting in an extremely high rate of cut to remove burrs and improve surface finishes. All parts and medias are constantly in a tumbling circular motion. Both wet and dry processes may be used in Tumble Finishing Equipment.
 Cob Meal Dryers are used for drying parts that have been vibratory deburred or polished or tumble finished thru finishing equipment. They can be used alone, or in conjunction with other vibratory finishers. A normal system could include one or two vibratory bowl finishers feeding one Cob Meal Dryer. The normal sizing for a Cob Meal dyer is half the size of the finishing bowl that is feeding it. Cob Meal Dryers may be heated with ceramic core heaters or closed loop heated circulating fluid systems for safety.
Cob Meal Dryers are used for drying parts that have been vibratory deburred or polished or tumble finished thru finishing equipment. They can be used alone, or in conjunction with other vibratory finishers. A normal system could include one or two vibratory bowl finishers feeding one Cob Meal Dryer. The normal sizing for a Cob Meal dyer is half the size of the finishing bowl that is feeding it. Cob Meal Dryers may be heated with ceramic core heaters or closed loop heated circulating fluid systems for safety.
For more information on Finishing Equipment see www.technifinish.com or contact dave@technifinish.com
Or call 1-269-207-3037
I have listed and shown below just a few of the different types of Finishing Equipment available today. A brief description of the finishing equipment, and why you may choose to use that type of finishing equipment.
 Centrifugal disk Finishing Equipment, is one of the faster pieces of finishing equipment available today. It is limited to small and medium sized parts, due to the torroidal action developed between the bottom Disk and the Tub side wall. These finishing machines can be stand alone like the one shown, or complete systems with automatic part loading and unloading, media and part separation and media reloading. Disk finishing equipment is limited also with the size of media that can be used in it due to the Gap between the disk and tub wall. Most manufactures do not recommend using very small medias. Disk finishing equipment can be used for aggressive part deburring to very fine jewelry finishing. Disk finishing equipment can reduce conventional Vibratory bowl process times by as much as 10 to 20 times.
Centrifugal disk Finishing Equipment, is one of the faster pieces of finishing equipment available today. It is limited to small and medium sized parts, due to the torroidal action developed between the bottom Disk and the Tub side wall. These finishing machines can be stand alone like the one shown, or complete systems with automatic part loading and unloading, media and part separation and media reloading. Disk finishing equipment is limited also with the size of media that can be used in it due to the Gap between the disk and tub wall. Most manufactures do not recommend using very small medias. Disk finishing equipment can be used for aggressive part deburring to very fine jewelry finishing. Disk finishing equipment can reduce conventional Vibratory bowl process times by as much as 10 to 20 times. Tub Type Vibratory Finishing Equipment are used for parts that do not lend them selves to bowl type finishing equipment, due to the parts size, length, weight, etc. Tub type vibes can have dividers in them, to keep the parts from contacting each other during processing for better finishing. Large parts may be fixtured as to keep the part from bottoming in the tub and to improve the surface finish during processing. Turbine Blades and exhaust headers, are examples of fixtured parts in Tub Type Vibratory Machines.
Tub Type Vibratory Finishing Equipment are used for parts that do not lend them selves to bowl type finishing equipment, due to the parts size, length, weight, etc. Tub type vibes can have dividers in them, to keep the parts from contacting each other during processing for better finishing. Large parts may be fixtured as to keep the part from bottoming in the tub and to improve the surface finish during processing. Turbine Blades and exhaust headers, are examples of fixtured parts in Tub Type Vibratory Machines. Horizontal Tumble Finishing Equipment offers the lowest cost per piece of all finishing systems available. Fast radius generation as well as low RMS surface finishes may be obtained. Tumble finishing machines produce a constant free-flowing mass of parts and media resulting in an extremely high rate of cut to remove burrs and improve surface finishes. All parts and medias are constantly in a tumbling circular motion. Both wet and dry processes may be used in Tumble Finishing Equipment.
Horizontal Tumble Finishing Equipment offers the lowest cost per piece of all finishing systems available. Fast radius generation as well as low RMS surface finishes may be obtained. Tumble finishing machines produce a constant free-flowing mass of parts and media resulting in an extremely high rate of cut to remove burrs and improve surface finishes. All parts and medias are constantly in a tumbling circular motion. Both wet and dry processes may be used in Tumble Finishing Equipment. Cob Meal Dryers are used for drying parts that have been vibratory deburred or polished or tumble finished thru finishing equipment. They can be used alone, or in conjunction with other vibratory finishers. A normal system could include one or two vibratory bowl finishers feeding one Cob Meal Dryer. The normal sizing for a Cob Meal dyer is half the size of the finishing bowl that is feeding it. Cob Meal Dryers may be heated with ceramic core heaters or closed loop heated circulating fluid systems for safety.
Cob Meal Dryers are used for drying parts that have been vibratory deburred or polished or tumble finished thru finishing equipment. They can be used alone, or in conjunction with other vibratory finishers. A normal system could include one or two vibratory bowl finishers feeding one Cob Meal Dryer. The normal sizing for a Cob Meal dyer is half the size of the finishing bowl that is feeding it. Cob Meal Dryers may be heated with ceramic core heaters or closed loop heated circulating fluid systems for safety.For more information on Finishing Equipment see www.technifinish.com or contact dave@technifinish.com
Or call 1-269-207-3037
{kind=link}
Friday, October 30, 2009
Spin Finish What It Is - What It Does

Spin Finish is a precision mechanical finishing process. One machine performs the work of a number of hand buffers or polishers on complex shape parts that, due to their many irregular surfaces and angles, are difficult or impossible to finish with automatic equipment. Since this is a mechanical process, Spin-Finish has the ability to produce a consistent finish on every part during every cycle with infinite repeatability.
Spin Finish is designed to produce a variety of surface finishes on all types of metal or alloys parts, ranging from a decorative satin to a very high luster comparable to a color buff, using specially developed dry compounds. A heavy cutting compound, with a minimum of hand work, will eliminate the majority of hand polishing. This may be followed with another compound to achieve a beautiful decorative finish. Two machines may be used together with a transfer of fixtures direct from one machine to another, or the compounds can be changed in the same machine.

Spin-Finish features a rotating head that moves four counter rotating vertical spindles on which parts are mounted on fixtures which spin through the loose abrasive compound. The number of parts per fixture depends on the size and shape of the part.
Typical Spin finish parts include, Dental instruments, Plumbing Fixtures, Turbine Blades, Fire spray Nozzles, Brass Door hardware, Trophies, Milking Machine components, and Hand tool bodies. Spin finish is capable other either high volume on a single part or low volume on a variety of different parts.
Spin-Finish is completely self-contained, dependable and provides maximum service with very little maintenance requirement.
For more information see www.technifinish.com
Or call 1-269-207-3037
Thursday, October 29, 2009
Mass Finishing

Mass Finishing is a term used for finishing manufactured parts with in a mass of media and parts, in one of the following types of Mass Finishing Equipment. Vibratory Finishing, Spin-Finishing, Drag Finishing, Centrifugal Disk finishing, Centrifugal Barrel Finishing, Horizontal Barrel Finishing, Conical Barrel Finishing Equipment.
With in the range of equipment listed above the following finishing medias can be used, Ceramic finishing Media, Plastic Resin Finishing Media, Synthetic Plastic Finishing Media, Corn Cob Finishing Media, Walnut Shell Finishing Media, Steel Finishing Media and Loose Grain Finishing Media.
In addition to the equipment and the Mass Finishing Media you are using, a good Finishing Compound should be used, to keep the parts your finishing clean, and the media in proper condition for burnishing or deburring. The following are some examples of Finishing Compounds you could use, Alkaline Cleaner, Acid Burnishing, All metal cleaner/inhibitor, Anti-Rust.
For more information on Mass Finishing go to www.technifinish.com or call 1-269-207-3037
Wednesday, October 28, 2009
Selecting the right media for your final finish.

The key to a good final finish is knowing where to start. If your parts are made of Steel, Brass, Aluminum, or Stainless steel the type of media will play an important part in your initial surface finish. Plating or anodizing after finishing will also determine what media or medias you will use.
Some finishes require a two-step process, the first being a ceramic or plastic media cut-down, followed by a dry process of treated cob or walnut shell media.
For example: if you have brass or aluminum parts that you what a high lustre finish on. You should start with a good pre-plate plastic media, that would bring the surface finish down to about a 9Ra surface finish. You can either plate the part, or continue the process further, with treated cob media for a high lustre part that could be sealed.
For more information see www.technifinish.com or call 1-269-207-3037
Subscribe to:
Comments (Atom)